| 起源の場所: | 中国 |
|---|---|
| ブランド名: | Yushun |
| 証明: | ISO 9001 |
| モデル番号: | カスタマイズされる |
| 最小注文数量: | 1 |
| 価格: | Negotiated |
| パッケージの詳細: | 木の場合のパッキングか裸のパッキング |
| 受渡し時間: | 30日 |
| 支払条件: | T/T、L/C |
| 供給の能力: | 1セット30日 |
| 名前: | 30t/H容量の鋼材のための歩くビーム タイプ再び熱する炉 | 指定: | 30t/h |
|---|---|---|---|
| タイプ: | Hot rolling製造所 | 適用: | 鋼圧延ライン |
| 原料: | 鋼片 | 色: | カスタマイズされる |
| サイズ: | カスタマイズされる | 電圧: | 生産によって |
| ハイライト: | 30t/h歩くビーム タイプ再び熱する炉,30t/h歩くビーム再び熱する炉,isoの歩くビーム タイプ再び熱する炉 |
||
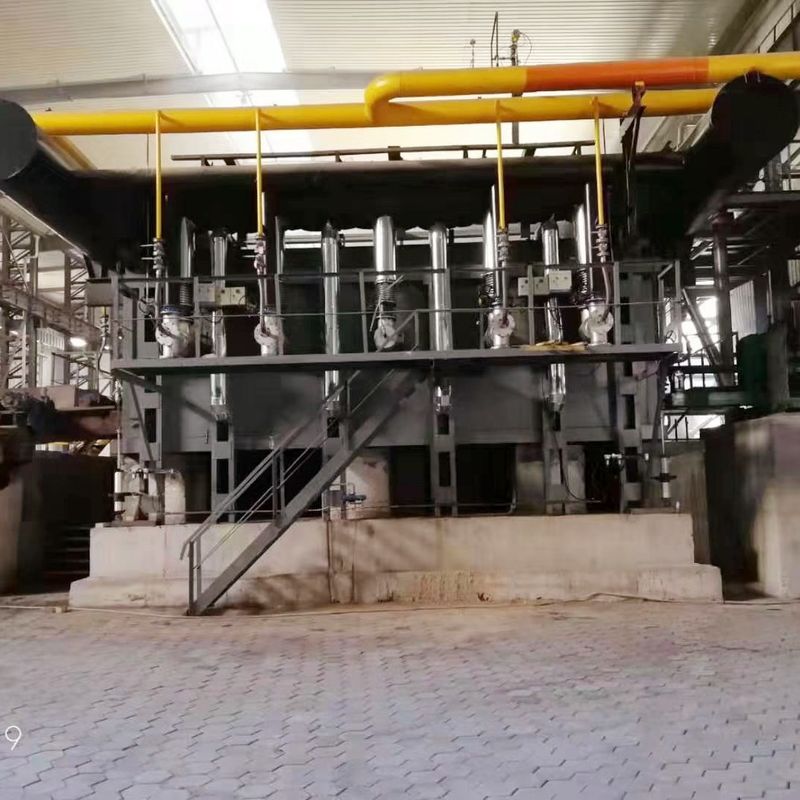
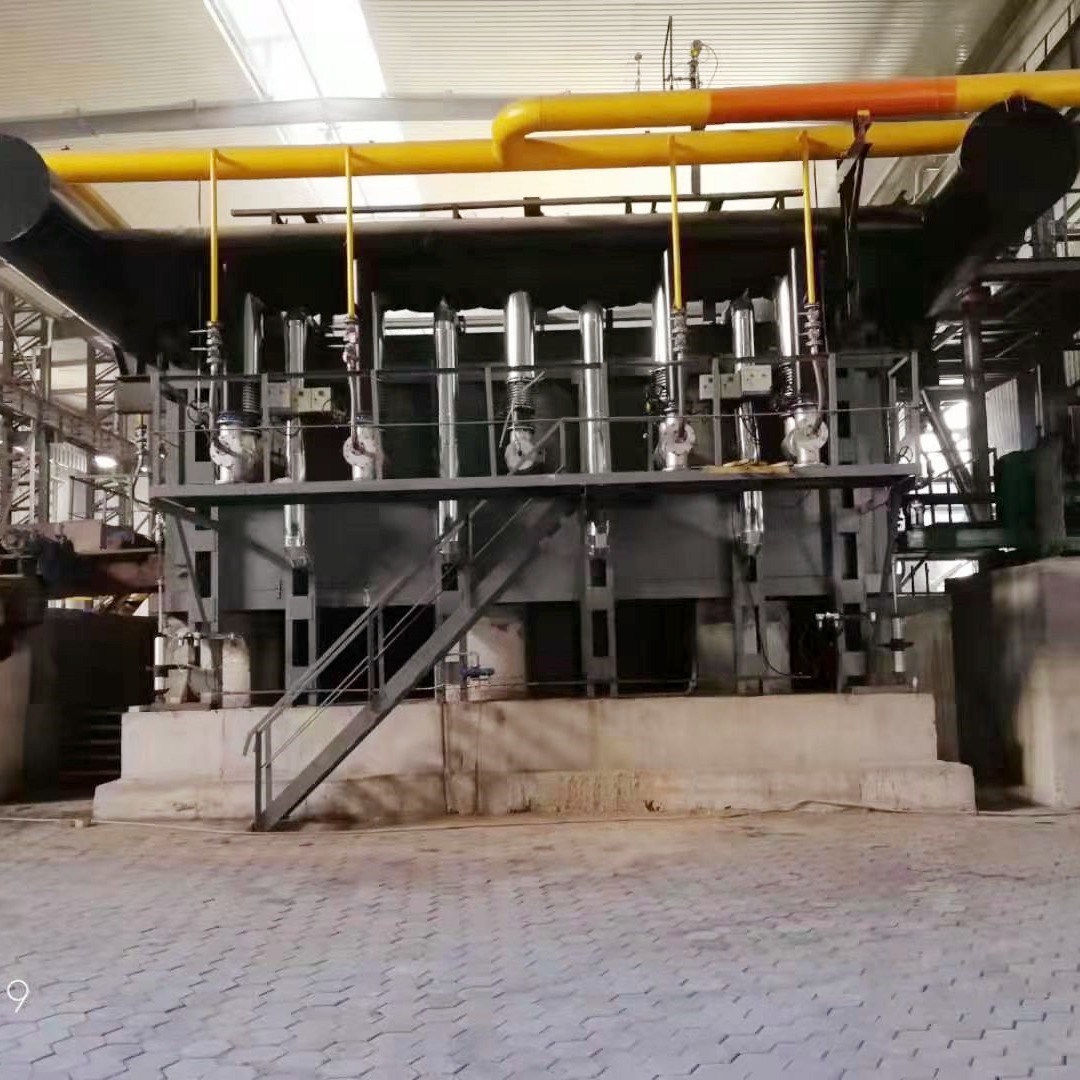
30t/H容量の鋼材のための歩くビーム タイプ再び熱する炉
![]()
再び熱する炉のプロセス記述
継ぎ目が無い鋼鉄管は前もって決定された生産の計画に従って再び熱する炉に送られ、鋼鉄管の基本データは再び熱する炉の計算機システムに入力、および計算機制御、炉プロセスを追跡する。
炉に炉の外の充満ローラー テーブル(か材料のバッチの長さで与えられるべき鋼鉄管の長さが手操作入力は炉の中の充満ローラー テーブルに材料がないことがあり)測定された、確認される後、炉のドアは開く、炉の外のそして炉の中の充満ローラー テーブルは同時に回り、鋼鉄管は炉に与えられる。炉への鋼鉄管がローラー テーブルで正確に置かれ、それから炉のドアが閉鎖しているように、炉のローラー テーブルの速度そして走行時間はフォトセルによって制御される。
充満ローラーで置かれる鋼管は移動可能なビームの交換の周期的な動きによって充満端から排出の端に移される。鋼管は排出のローラーに送られるとき、前もって決定されたプロセス システムに従って一定の温度に熱された。現時点で、排出の炉のドアは開く、排出のローラーは回る、鋼管は次のプロセスに運ばれ、炉のドアは閉鎖している。
正常な生産の上記のプロセスはPLC順序、鎖、自動制御によって行ったり、また半自動および手動機能がある。
荷を積み、排出の端は産業TVがローディングを監察するためにおよび炉の排出区域装備されている。
ビーム炉を歩かせる製造工程
→の供給の炉のドアの→のフィード ローラーのテーブルの→の開始の測定の長さの→の位置の重量を量るフィード ローラーのテーブルの→の前部プロセス設計に従って鋼片の歩くビーム→で熱する炉移動の機械設備を(を含む油圧装置)置く鋼片の幅の→を測定する油圧鋼鉄補助機関車の→。鋼片は鋼片が鋼鉄信号によってが排出の炉のドアによってが→鋼鉄が鋼片が炉のドアによってが錆をと、転がる閉鎖した→である排出のローラーの→で置かれる鋼鉄ホールダーの→によって取られる上がる要求された→であるレーザーの検出ポイント→を通して置かれる熱するプロセス条件の→に従って炉で熱される。
30t/h歩くビーム再び熱する炉の技術仕様
| いいえ。 | 名前 | 単位 | 価値 |
| 1 | 炉の使用法 | 穴を開けられた鋼片の再び熱すること | |
| 2 | 穴を開けられた鋼片の排出期間 | 部分/分 | 2 |
| 3 | 温度の排出 | ℃ | 900~950 |
| 4 | 充満温度 | ℃ | 600~700 |
| 5 | 燃料のタイプ | 高炉ガス:750×4.18KJ/m3 | |
| 6 | 評価される原単位 | m3/t | 200 |
| 7 | 高炉ガスの量 | m3/h | 6000 |
| 8 | 最高。ガスの供給 | m3/h | 7200 |
| 9 | 空気 | m3/h | 5600 |
| 10 | 温度を予備加熱する空気 | ℃ | 450 |
| 11 | 温度を予備加熱するガス | ℃ | 300 |
| 12 | ステップの期間 | S | 20 |
| 13 | ステップ ピッチ | mm | 200 (最高) |
| 14 | 持ち上がること | mm | 100+100 |
| 15 | 排出のタイプを煙らしなさい | 機械煙の排出 |
| 条件: | 新しい |
| タイプ: | 熱する炉 |
| 中心の部品の保証: | 1年 |
| 中心の部品: | 軸受け、変速機、モーター、ギヤ |
| 電圧: | 実際の状態に従って |
| 力: | 交渉される |
| 次元(L*W*H) | カスタマイズされる |
| 指定: | 50t/h-200t/h |
| 出力: | 交渉される |
| 提供されるの後販売サービス: | 分野の取付け、依託および訓練、フィールド整備および修理サービス |
| 適当な企業: | 製造工場、建築工事 |
| 適用: | 製鉄業 |
| 色: | カスタマイズされる |
| 鋼片のサイズ: | カスタマイズされる |
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
包装の細部:木の場合のパッキングか裸のパッキング
港:テンシン
調達期間:
| 量(セット) | 1-1 | >1 |
| Est.Time (幾日) | 30 | 交渉されるため |
指定